In the carbonation process of light calcium carbonate (PCC), crystal nucleation and particle collision aggregation are constrained by reaction kinetics and medium conditions, often resulting in oversized particles, wide distribution, and severe agglomeration—issues that significantly limit the application of PCC in high-value industries.This article presents two effective methods—ultrasonic dispersion technology and surfactant modification. They have been proven to optimize particle size distribution, reduce agglomeration, and deliver measurable economic benefits in industrial production.

1. The Challenge of Particle Size Control in PCC
Precipitated calcium carbonate (light calcium carbonate) is produced by calcining limestone to generate lime (calcium oxide) and carbon dioxide, slaking the lime with water to produce calcium hydroxide milk, then introducing carbon dioxide to precipitate calcium carbonate, followed by dewatering, drying, and grinding.
During the carbonation process, crystal nucleation and particle collision aggregation are limited by reaction control and medium conditions, frequently causing:
- Oversized particles that fail to meet downstream specifications
- Broad particle size distribution with high variability
- Severe agglomeration that compromises dispersion performance
These issues have constrained the widespread adoption of PCC in demanding applications such as metallurgical injection, rubber compounding, and high-performance coatings.
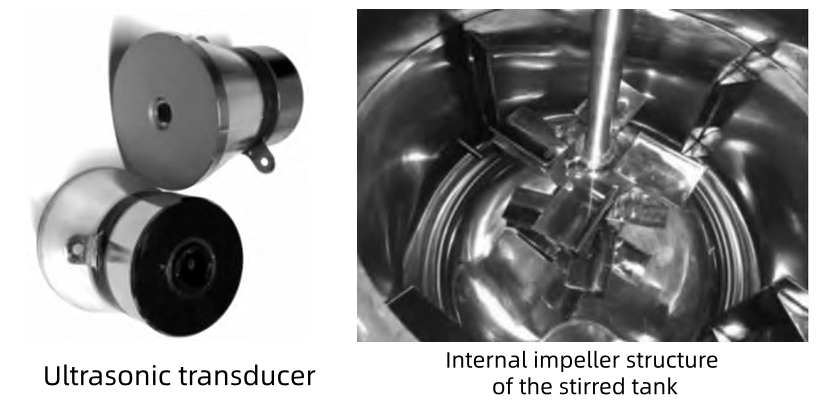
2. Method 1: Ultrasonic Dispersion Technology
During PCC preparation, the carbonation reaction stage is the critical phase for controlling particle size and morphology. To address agglomeration during the nucleation and growth stages of CaCO₃ particles in the reaction between Ca(OH)₂ and CO₂, ultrasonic dispersion technology is introduced to enhance the microscopic mixing efficiency of the reaction liquid.
Implementation Parameters
| Parameter | Specification |
|---|---|
| Transducer type | Corrosion-resistant high-frequency ultrasonic transducer (piezoelectric ceramic drive) |
| Frequency | 25 kHz |
| Power range | 800 – 1,200 W |
| Acoustic energy density | Dynamically adjusted based on liquid volume |
| Application timing | First 10 – 15 minutes of reaction (initiated when Ca(OH)₂ slurry contacts CO₂) |
| Reactor temperature | 40 – 45°C |
| Pressure | ≤ 0.2 MPa |
| Cooling | Water jacket for wall temperature regulation |
Source: Adapted from industry practice documentation.
How It Works
Ultrasound generates cavitation effects in the liquid phase, which:
- Disrupt nascent CaCO₃ clusters at the microscopic scale
- Suppress secondary crystallization agglomeration
- Inhibit particle growth
- Stabilize particle structure
The ultrasonic field is applied only during the initial 10–15 minutes of the reaction—starting when the calcium hydroxide slurry begins contacting CO₂—to avoid increased energy consumption and equipment wear caused by particle hardening in later stages.
Reactor temperature is maintained at 40–45°C and pressure controlled below 0.2 MPa to ensure cavitation activity. A cooling water jacket regulates wall temperature to prevent crystal defects from localized overheating.
The piezoelectric ceramic transducers offer high-frequency stability and corrosion resistance, making them suitable for continuous carbonation reaction conditions.

3. Method 2: Surfactant Modification
In the nucleation and growth stages of PCC particles, surfactant modification is introduced to control particle aggregation at the interface level.
Formulation and Implementation
Primary modifier: Nonionic polyoxyethylene alkyl ether (OP-10)
- Prepared as a 0.3% solution
- Pre-mixed at 0.6% of total reaction liquid volume before injection into the carbonation reactor
Secondary modifier: Anionic sodium dodecylbenzene sulfonate (SDBS)
- Added to enhance structural adsorption
- Total surfactant dosage controlled within 1% of liquid volume
Injection protocol:
- Initiate dripping when CO₂ volume fraction exceeds 50%
- Use peristaltic pump at 3 – 5 mL/min to prevent localized concentration spikes
Mixing conditions:
- Extended mixing time: 10 minutes
- Low-shear mode: ≤ 80 r/min
- Multi-layer folded-blade impeller design for effective mixing under low shear load
Mechanism of Action
OP-10 molecules possess a hydrophilic-hydrophobic structure that adsorbs onto CaCO₃ crystal surfaces, forming a steric hindrance layer that prevents further aggregation.
The modification process relies on physical adsorption and electrostatic repulsion to achieve interfacial control, without involving severe chemical reactions. This ensures good process compatibility and raw material compatibility.
A softened water washing step is applied in the post-process stage to remove unabsorbed residues, preventing any impact on product performance.
4. Results: Improved Particle Size Distribution and Dispersion
4.1 Particle Size and Distribution Changes
After implementing the improved process, product particle size distribution showed significant optimization. Testing was conducted using a laser particle size analyzer on samples from stable production batches during continuous operation.
Key metrics:
- D50 (median diameter): particle size at which 50% of the cumulative distribution is reached
- D90: particle size at which 90% of the cumulative distribution is reached
| Metric | Before Improvement | After Improvement | Change |
|---|---|---|---|
| D50 | 4.72 μm | 4.02 μm | ↓ 14.8% |
| D90 | 8.97 μm | 6.20 μm | ↓ 30.9% |
| Standard deviation | 1.73 μm | 1.08 μm | ↓ 37.6% |
Source: Test data from continuous production runs, as reported in industry literature.
The distribution curve shifted from a broad, flat profile with significant tailing to a concentrated, single-peak structure with a clear maximum—indicating that particle nucleation and growth stages have become more uniform.
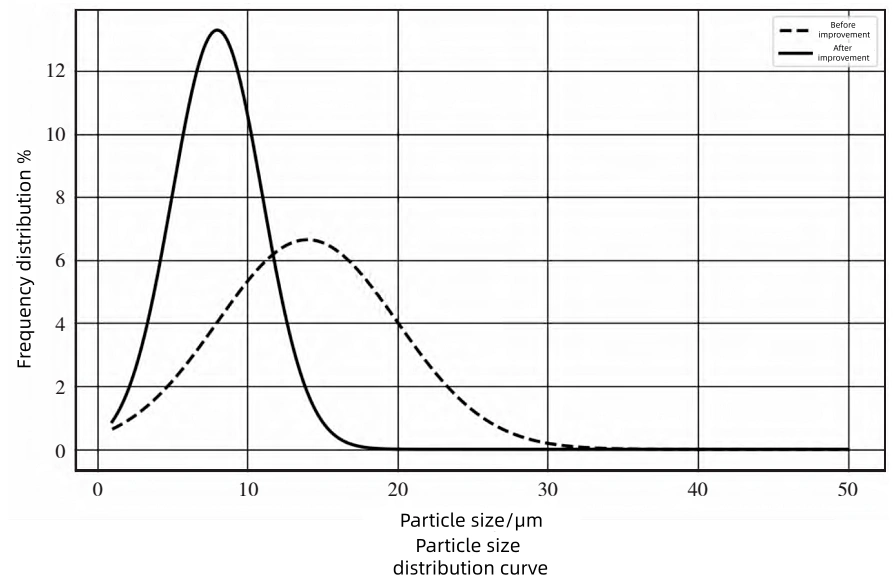
Key insights:
- Ultrasonic dispersion enhanced microscopic uniformity of primary nuclei, limiting the formation of large particles
- Surfactant adsorption prevented secondary aggregation tendencies
- The resulting particle size structure is more stable and better suited for metallurgical and other downstream processes
The reduction in standard deviation from 1.73 μm to 1.08 μm—a decrease of approximately 38% —reflects enhanced stability in particle size control, providing a better particle foundation for subsequent processing stages.
4.2 Agglomeration Improvement
In traditional PCC production, insufficient nucleation dispersion and uncontrolled interfacial adsorption during crystal growth lead to particle agglomeration, resulting in poor dispersion, low specific surface area, and compromised downstream performance.
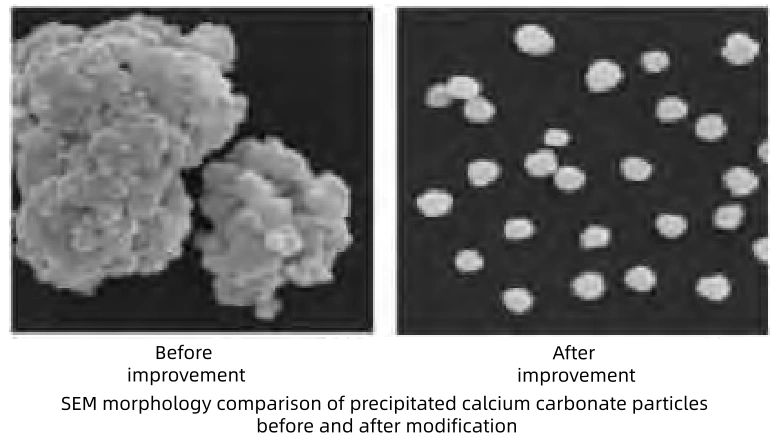
SEM (Scanning Electron Microscopy) observation:
- Before improvement: Particles showed tight bonding, rough surfaces, large agglomerated masses, and irregular cluster structures in localized areas
- After improvement: Particles exhibited clear contours, distinct boundaries, regular single-particle dimensions, and well-dispersed morphology
Sedimentation rate test (static settling behavior):
| Parameter | Before Improvement | After Improvement |
|---|---|---|
| Sedimentation rate | 0.56 cm/min | 0.22 cm/min |
| Specific surface area | 4.2 m²/g | 6.8 m²/g |
Source: Sedimentation rate and BET surface area measurements from production samples.
The 60.7% reduction in sedimentation rate indicates significantly enhanced stability of particles in the medium. The 62% increase in specific surface area (from 4.2 to 6.8 m²/g) demonstrates higher surface activity per unit mass, indirectly confirming a higher degree of particle individualization.
5. Economic Benefits and Industrial Application
5.1 Industrial Validation
A PCC production facility integrated ultrasonic dispersion and surface modification technologies into its existing carbonation section. After three consecutive production cycles, the entire production line experienced no structural fluctuations, and the variation range of key quality indicators narrowed significantly—demonstrating readiness for batch-scale deployment.
The finished powder products exhibited uniform particle size and good dispersibility across different batches, meeting metallurgical industry standards for particle size control range and particle morphology.
| Economic Indicator | Before Improvement | After Improvement |
| Economic Indicator Before Improvement After Improvement Product manufacturing cost / (RMB/t) | 486 | 438 |
| Unit energy consumption / (kWh/t) | 123 | 108 |
| Average number of reworks per batch / (times/month) | 6 | 2 |
| Monthly net profit / (10,000 RMB) | 21.4 | 29.9 |
5.2 User Feedback
End users reported that the new product demonstrated:
- Reduced conveying resistance during smelting injection processes
- Enhanced batch-to-batch consistency in compounding
These quality improvements directly contributed to better process performance.
5.3 Cost Savings
With improved particle size distribution and reduced agglomeration:
- Rework batches decreased significantly
- Screening errors were reduced
- Production line operation became more continuous and stable
- Enhanced powder flowability improved packaging filling efficiency
- More uniform material force distribution reduced bag breakage from stress concentration, lowering packaging material loss
| Cost Metric | Before Improvement | After Improvement | Savings |
|---|---|---|---|
| Production cost per ton | RMB 486/t | RMB 438/t | RMB 48/t (↓ 9.9%) |
Source: Production cost data from the facility’s internal accounting. Note: These figures are site-specific and may vary depending on raw material costs, energy prices, and local operating conditions.
Both unit energy consumption and material waste were significantly optimized.
6. Conclusion
The combination of ultrasonic dispersion technology and surfactant modification offers PCC manufacturers a practical, proven approach to:
- Refine particle size distribution (D90 reduced from 8.97 μm to 6.20 μm)
- Reduce agglomeration (sedimentation rate decreased by 60.7%)
- Increase specific surface area (from 4.2 to 6.8 m²/g)
- Lower production costs (saving approximately RMB 48 per ton)
These improvements translate directly into better product performance, higher customer satisfaction, and improved operational economics.
For PCC manufacturers looking to implement these advanced particle size control techniques, EPIC Powder Machinery offers customized grinding, classifying, and surface modification systems designed to meet specific production requirements. With over 20 years of experience in the ultrafine powder industry and a global presence in 160 countries, EPIC provides end-to-end solutions for high-value calcium carbonate processing.
Contact our experts to discuss how we can help optimize your PCC production process.

Data Source Note: The technical data, test results, and production metrics presented in this article are sourced from industry literature published by 《Powder Technology Network》. Specific numerical data including D50, D90, standard deviation, sedimentation rate, specific surface area, and production cost figures are derived from the source article’s reported case study of a PCC production facility. Production cost data (RMB 486/t and RMB 438/t) are site-specific figures from the reported facility and may vary depending on raw material costs, energy prices, and local operating conditions.
Epic Powder
Epic Powder, 20+ years of experience in the ultrafine powder industry. Actively promote the future development of ultra-fine powder, focusing on crushing, grinding, classifying and modification process of ultra-fine powder. Contact us for a free consultation and customized solutions! Our expert team is dedicated to providing high-quality products and services to maximize the value of your powder processing.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact EPIC Powder online customer representative Zelda for any further inquiries.”
— Jason Wang, Engineer