В процессе карбонизации легкого карбоната кальция (ПКК) образование кристаллов и агрегация частиц в результате столкновений ограничены кинетикой реакции и условиями среды, что часто приводит к образованию частиц слишком большого размера, их широкому распределению и сильной агломерации — проблемам, которые значительно ограничивают применение ПКК в высокотехнологичных отраслях промышленности. В данной статье представлены два эффективных метода —ультразвуковая дисперсионная технология и модификация поверхностно-активных веществДоказано, что они оптимизируют распределение частиц по размерам, уменьшают агломерацию и обеспечивают измеримые экономические выгоды в промышленном производстве.

1. Проблема контроля размера частиц в PCC
Осажденный карбонат кальция (легкий карбонат кальция) получают путем обжига известняка с образованием извести (оксида кальция) и диоксида углерода, гашения извести водой для получения гидроксида кальция в виде молока, затем введения диоксида углерода для осаждения карбоната кальция, после чего проводят обезвоживание, сушку и измельчение.
В процессе карбонизации образование кристаллов и агрегация частиц в результате столкновений ограничиваются контролем реакции и условиями среды, что часто приводит к следующим последствиям:
- Крупногабаритные частицы которые не соответствуют требованиям последующих этапов производства.
- Широкое распределение частиц по размерам с высокой изменчивостью
- Сильное скопление что ухудшает дисперсионные характеристики
Эти проблемы ограничили широкое применение PCC в таких сложных областях, как металлургическое литье под давлением, компаундирование резины и высокоэффективные покрытия.
2. Метод 1: Технология ультразвуковой дисперсии
В процессе получения PCC стадия карбонизации является критической фазой для контроля размера и морфологии частиц. Для решения проблемы агломерации на стадиях зарождения и роста частиц CaCO₃ в реакции между Ca(OH)₂ и CO₂, ультразвуковая дисперсионная технология Вводится для повышения эффективности микроскопического перемешивания реакционной жидкости.
Параметры реализации
| Параметр | Спецификация |
|---|---|
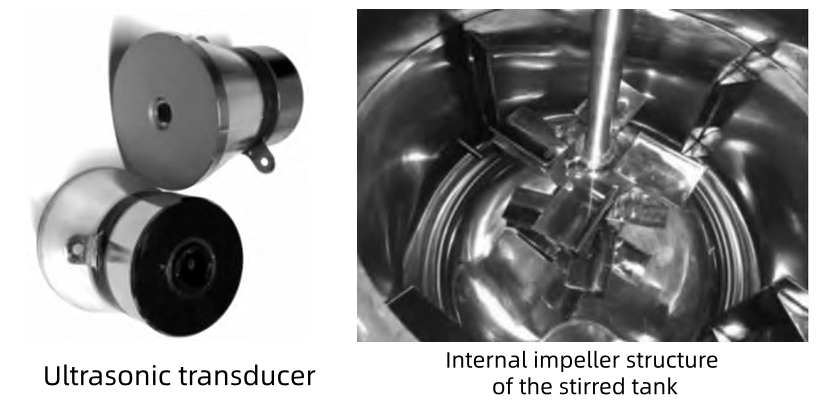
| Тип преобразователя | Коррозионностойкий высокочастотный ультразвуковой преобразователь (пьезоэлектрический керамический привод) |
| Частота | 25 кГц |
| Диапазон мощности | 800 – 1200 Вт |
| Плотность акустической энергии | Динамически корректируется в зависимости от объема жидкости. |
| Сроки подачи заявки | Первые 10–15 минут реакции (начинается при контакте суспензии Ca(OH)₂ с CO₂) |
| Температура реактора | 40–45°C |
| Давление | ≤ 0,2 МПа |
| Охлаждение | Водяная рубашка для регулирования температуры стенок |
Источник: Адаптировано из документации по отраслевой практике.
Как это работает
Ультразвук генерирует эффекты кавитации в жидкой фазе, которая:
- Разрушение образующихся кластеров CaCO₃ на микроскопическом уровне
- Подавить агломерацию вторичной кристаллизации
- Подавляет рост частиц
- Стабилизация структуры частиц
Ультразвуковое поле применяется только во время первые 10–15 минут Реакция, начинающаяся, когда суспензия гидроксида кальция начинает контактировать с CO₂, позволяет избежать увеличения энергопотребления и износа оборудования, вызванных затвердеванием частиц на более поздних стадиях.
Температура реактора поддерживается на уровне 40–45°C и с регулируемым давлением ниже 0,2 МПа для обеспечения кавитационной активности. Охлаждающая водяная рубашка регулирует температуру стенок, предотвращая образование кристаллических дефектов, вызванных локальным перегревом.
Пьезоэлектрические керамические преобразователи обладают высокой стабильностью частоты и коррозионной стойкостью, что делает их пригодными для условий непрерывной реакции карбонизации.

3. Метод 2: Модификация поверхностно-активных веществ
На стадиях зарождения и роста частиц PCC, модификация поверхностно-активных веществ Вводится для контроля агрегации частиц на уровне межфазной границы.
Разработка и внедрение
Основной модификатор: Неионогенный полиоксиэтиленалкиловый эфир (OP-10)
- Подготовлено как 0.3% решение
- Готовая смесь в 0.6% общего объема реакционной жидкости перед ее введением в реактор карбонизации.
Вторичный модификатор: Анионный додецилбензолсульфонат натрия (SDBS)
- Добавлено для усиления структурной адсорбции.
- Контролируемая общая дозировка поверхностно-активного вещества в пределах 1% объем жидкости
Протокол инъекции:
- Начинайте капельное впрыскивание, когда объемная доля CO₂ превысит 50%
- Используйте перистальтический насос при 3–5 мл/мин для предотвращения локальных скачков концентрации
Условия смешивания:
- Увеличенное время перемешивания: 10 минут
- Режим низкого сдвига: ≤ 80 об/мин
- Многослойная конструкция лопастей импеллера со складчатой лопаткой обеспечивает эффективное перемешивание при низкой сдвиговой нагрузке.
Механизм действия
Молекулы OP-10 обладают гидрофильно-гидрофобной структурой, которая адсорбируется на поверхности кристаллов CaCO₃, образуя слой стерического препятствия это предотвращает дальнейшую агрегацию.
Процесс модификации основан на физическая адсорбция и электростатическое отталкивание для достижения контроля межфазной границы без участия интенсивных химических реакций. Это обеспечивает хорошую совместимость процесса и сырья.
А этап стирки смягченной водой применяется на этапе постобработки для удаления неабсорбированных остатков, предотвращая любое влияние на эксплуатационные характеристики продукта.
4. Результаты: Улучшенное распределение частиц по размерам и дисперсия.
4.1 Изменения размера и распределения частиц
После внедрения усовершенствованного процесса распределение размеров частиц продукта показало значительную оптимизацию. Тестирование проводилось с использованием лазерный анализатор размера частиц на образцах из стабильных производственных партий в процессе непрерывной работы.
Ключевые показатели:
- Д50 (медианный диаметр): размер частиц, при котором достигается 50% кумулятивного распределения
- Д90: размер частиц, при котором достигается 90% кумулятивного распределения
| Метрическая система | Перед улучшением | После улучшения | Изменять |
|---|---|---|---|
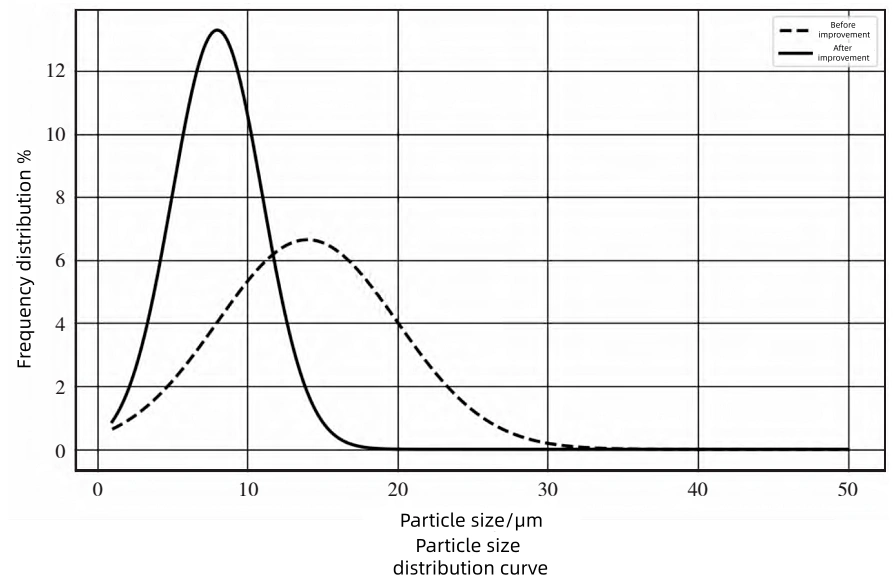
| Д50 | 4,72 мкм | 4,02 мкм | ↓ 14.8% |
| Д90 | 8,97 мкм | 6,20 мкм | ↓ 30.9% |
| Стандартное отклонение | 1,73 мкм | 1,08 мкм | ↓ 37.6% |
Источник: Данные испытаний, полученные в ходе непрерывных производственных циклов, как указано в отраслевой литературе.
Кривая распределения сместилась от широкого, плоского профиля со значительным хвостом к концентрированная, однопиковая структура с четким максимумом, что указывает на то, что стадии зарождения и роста частиц стали более однородными.
Основные выводы:
- Ультразвуковая дисперсия повысила микроскопическую однородность первичных ядер, ограничив образование крупных частиц.
- Адсорбция поверхностно-активных веществ предотвратила тенденции к вторичной агрегации.
- Полученная структура частиц по размеру более стабильна и лучше подходит для металлургических и других последующих процессов.
Снижение стандартного отклонения с 1,73 мкм до 1,08 мкм — снижение примерно на 38% —отражает повышенную стабильность в контроле размера частиц, обеспечивая лучшую основу для частиц на последующих этапах обработки.
4.2 Улучшение агломерации
В традиционном производстве PCC недостаточное дисперсионное зарождение и неконтролируемая межфазная адсорбция во время роста кристаллов приводят к агломерации частиц, что вызывает плохую дисперсию, низкую удельную площадь поверхности и ухудшение характеристик последующих этапов производства.
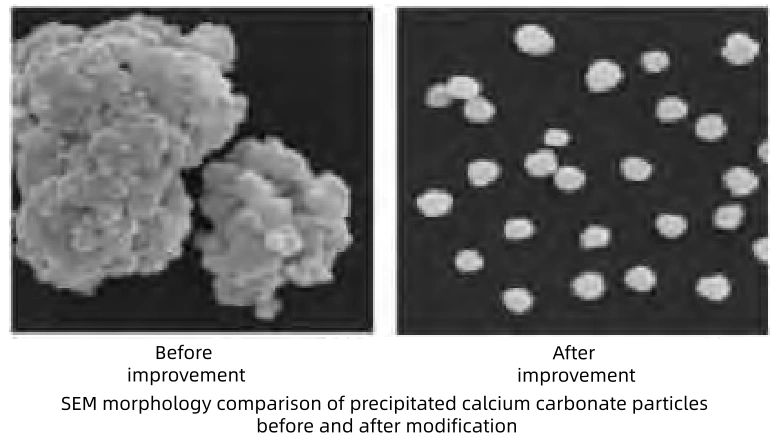
Наблюдение с помощью сканирующей электронной микроскопии (СЭМ):
- До улучшения: Частицы демонстрировали прочные связи, шероховатую поверхность, крупные агломерированные массы и нерегулярные кластерные структуры в локализованных областях.
- После улучшения: Частицы имели четкие контуры, ясные границы, правильные размеры отдельных частиц и хорошо диспергированную морфологию.
тест скорости осаждения (статическое поведение при осаждении):
| Параметр | Перед улучшением | После улучшения |
|---|---|---|
| Скорость осаждения | 0,56 см/мин | 0,22 см/мин |
| Удельная площадь поверхности | 4,2 м²/г | 6,8 м²/г |
Источник: Измерения скорости осаждения и площади поверхности по методу BET, полученные из производственных образцов.
The 60,7% снижение Изменение скорости седиментации указывает на значительно повышенную стабильность частиц в среде. 62% увеличение По показателю удельной поверхности (от 4,2 до 6,8 м²/г) демонстрируется более высокая поверхностная активность на единицу массы, что косвенно подтверждает более высокую степень индивидуализации частиц.
5. Экономические выгоды и промышленное применение
5.1 Промышленная валидация
На производственном предприятии по выпуску PCC в существующий цех карбонизации были внедрены технологии ультразвуковой дисперсии и модификации поверхности. После три последовательных производственных циклався производственная линия подверглась воздействию отсутствие структурных колебанийКроме того, диапазон вариаций ключевых показателей качества значительно сузился, что свидетельствует о готовности к внедрению в серийном производстве.
Представлены готовые порошковые изделия. равномерный размер частиц и хорошая диспергируемость в разных партиях, соответствуя стандартам металлургической промышленности по диапазону контроля размера частиц и морфологии частиц.
| Экономический показатель | Перед улучшением | После улучшения |
| Экономический показатель Перед улучшением После улучшения себестоимость производства продукции / (юань/т) | 486 | 438 |
| Потребление энергии на единицу продукции / (кВт·ч/т) | 123 | 108 |
| Среднее количество доработок на партию / (раз/месяц) | 6 | 2 |
| Ежемесячная чистая прибыль / (10 000 юаней) | 21.4 | 29.9 |
5.2 Отзывы пользователей
Пользователи сообщили, что новый продукт продемонстрировал следующие характеристики:
- Сниженное сопротивление транспортировке в процессе впрыска при плавке
- Повышена стабильность качества от партии к партии. при составлении
Эти улучшения качества напрямую способствовали повышению эффективности производственного процесса.
5.3 Экономия затрат
Благодаря улучшенному распределению частиц по размерам и уменьшению агломерации:
- Переработка партий значительно снизился
- Ошибки проверки были уменьшены
- Работа производственной линии стала более непрерывный и стабильный
- Улучшена текучесть порошка. упаковка наполнение эффективность
- Более равномерное распределение силы воздействия материала. снижение количества повреждений пакетов за счет концентрации напряжений, что снижает потери упаковочного материала.
| Показатель стоимости | Перед улучшением | После улучшения | Экономия |
|---|---|---|---|
| себестоимость производства за тонну | 486 юаней/т | 438 юаней/т | 48 юаней/т (↓ 9,9%) |
Источник: Данные о себестоимости продукции из внутренней бухгалтерии предприятия. Примечание: Эти цифры являются специфическими для данного предприятия и могут варьироваться в зависимости от стоимости сырья, цен на энергоносители и местных условий эксплуатации.
Оба удельное энергопотребление и материальные отходы были значительно оптимизированы.
6. Заключение
Сочетание ультразвуковая дисперсионная технология и модификация поверхностно-активных веществ Предлагает производителям PCC практичный и проверенный подход к:
- Уточнить распределение частиц по размерам (Значение D90 уменьшено с 8,97 мкм до 6,20 мкм)
- Снижение агломерации (Скорость осаждения снизилась на 60,71 TP3T)
- Увеличение удельной площади поверхности (от 4,2 до 6,8 м²/г)
- Снижение производственных затрат (Экономия составляет приблизительно 48 юаней за тонну)
Эти улучшения напрямую приводят к повышению производительности продукции, увеличению удовлетворенности клиентов и улучшению экономических показателей производства.
Для производителей PCC, стремящихся внедрить эти передовые методы контроля размера частиц, EPIC Powder Machinery Компания предлагает системы измельчения, классификации и модификации поверхности, разработанные с учетом конкретных производственных требований. Обладая более чем 20-летним опытом работы в индустрии ультратонких порошков и присутствием в 160 странах мира, EPIC предоставляет комплексные решения для высокоэффективной переработки карбоната кальция.
Контакт Свяжитесь с нашими экспертами, чтобы обсудить, как мы можем помочь оптимизировать ваш производственный процесс PCC.

Примечание об источнике данных: Технические данные, результаты испытаний и показатели производства, представленные в данной статье, взяты из отраслевой литературы, опубликованной «Сетью порошковых технологий». Конкретные числовые данные, включая D50, D90, стандартное отклонение, скорость осаждения, удельную площадь поверхности и показатели себестоимости производства, получены из представленного в исходной статье тематического исследования производственного предприятия по выпуску порошкового композита. Данные о себестоимости производства (486 юаней/т и 438 юаней/т) являются показателями, специфичными для данного предприятия, и могут варьироваться в зависимости от стоимости сырья, цен на энергоносители и местных условий эксплуатации.
Эпический порошок
Эпический порошокБолее 20 лет опыта в индустрии ультратонких порошков. Активно содействуем развитию производства ультратонких порошков, уделяя особое внимание процессам дробления, измельчения, классификации и модификации ультратонких порошков. Свяжитесь с нами для бесплатной консультации и индивидуальных решений! Наша команда экспертов стремится предоставлять высококачественные продукты и услуги для максимальной эффективности обработки порошков.

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться с онлайн-представителем EPIC Powder. Зельда для любых дальнейших запросов».
— Джейсон Ван, Инженер