Lors de la carbonatation du carbonate de calcium léger (PCC), la nucléation des cristaux et l'agrégation des particules par collision sont limitées par la cinétique de réaction et les conditions du milieu, ce qui entraîne souvent la formation de particules surdimensionnées, une large distribution granulométrique et une forte agglomération – des problèmes qui limitent considérablement l'application du PCC dans les industries à haute valeur ajoutée. Cet article présente deux méthodes efficaces :technologie de dispersion ultrasonique et modification des tensioactifsIl a été prouvé qu'elles optimisent la distribution granulométrique, réduisent l'agglomération et apportent des avantages économiques mesurables dans la production industrielle.

1. Le défi du contrôle de la taille des particules dans le PCC
Le carbonate de calcium précipité (carbonate de calcium léger) est produit en calcinant le calcaire pour générer de la chaux (oxyde de calcium) et du dioxyde de carbone, en éteignant la chaux avec de l'eau pour produire du lait d'hydroxyde de calcium, puis en introduisant du dioxyde de carbone pour précipiter le carbonate de calcium, suivi d'une déshydratation, d'un séchage et d'un broyage.
Au cours du processus de carbonatation, la nucléation des cristaux et l'agrégation des particules par collision sont limitées par le contrôle de la réaction et les conditions du milieu, ce qui entraîne fréquemment :
- particules surdimensionnées qui ne répondent pas aux spécifications en aval
- distribution granulométrique large avec une forte variabilité
- Agglomération sévère ce qui compromet les performances de dispersion
Ces problèmes ont limité l'adoption généralisée du PCC dans des applications exigeantes telles que l'injection métallurgique, le compoundage du caoutchouc et les revêtements haute performance.
2. Méthode 1 : Technologie de dispersion ultrasonique
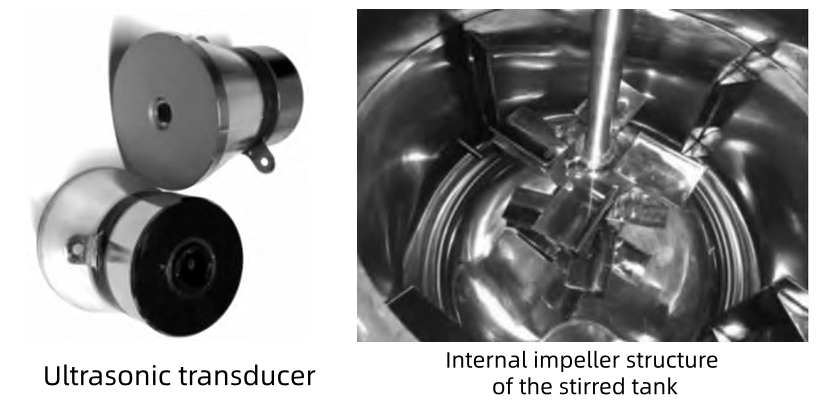
Lors de la préparation du PCC, l'étape de carbonatation est cruciale pour le contrôle de la taille et de la morphologie des particules. Afin de limiter l'agglomération durant les phases de nucléation et de croissance des particules de CaCO₃ lors de la réaction entre Ca(OH)₂ et CO₂, technologie de dispersion ultrasonique est introduit pour améliorer l'efficacité du mélange microscopique du liquide réactionnel.
Paramètres d'implémentation
| Paramètre | Spécification |
|---|---|
| Type de transducteur | Transducteur ultrasonique haute fréquence résistant à la corrosion (entraînement en céramique piézoélectrique) |
| Fréquence | 25 kHz |
| Gamme de puissance | 800 – 1 200 W |
| densité d'énergie acoustique | Ajusté dynamiquement en fonction du volume de liquide |
| Délai de candidature | Les 10 à 15 premières minutes de réaction (déclenchées lorsque la suspension de Ca(OH)₂ entre en contact avec le CO₂) |
| température du réacteur | 40 – 45°C |
| Pression | ≤ 0,2 MPa |
| Refroidissement | Chemise d'eau pour la régulation de la température des parois |
Source : Adapté de la documentation relative aux pratiques de l'industrie.
Comment ça marche
Les ultrasons génèrent effets de cavitation en phase liquide, lequel :
- Perturber les agrégats naissants de CaCO₃ à l'échelle microscopique
- Supprimer l'agglomération par cristallisation secondaire
- Inhiber la croissance des particules
- Stabiliser la structure des particules
Le champ ultrasonique est appliqué uniquement pendant la 10 à 15 minutes initiales de la réaction — qui commence lorsque la suspension d’hydroxyde de calcium entre en contact avec le CO₂ — afin d’éviter une augmentation de la consommation d’énergie et de l’usure des équipements causée par le durcissement des particules dans les étapes ultérieures.
La température du réacteur est maintenue à 40–45°C et contrôlé par pression inférieur à 0,2 MPa Pour assurer l'activité de cavitation, une enveloppe d'eau de refroidissement régule la température de la paroi afin d'éviter les défauts cristallins dus à une surchauffe localisée.
Les transducteurs piézoélectriques en céramique offrent une stabilité à haute fréquence et une résistance à la corrosion, ce qui les rend adaptés aux conditions de réaction de carbonatation continue.

3. Méthode 2 : Modification du tensioactif
Lors des phases de nucléation et de croissance des particules de PCC, modification des tensioactifs est introduit pour contrôler l'agrégation des particules au niveau de l'interface.
Formulation et mise en œuvre
Modificateur principal : éther alkylique de polyoxyéthylène non ionique (OP-10)
- Préparé comme un 0.3% solution
- Prémélangé à 0.6% du volume total de liquide réactionnel avant injection dans le réacteur de carbonatation
Modificateur secondaire : dodécylbenzènesulfonate de sodium anionique (SDBS)
- Ajouté pour améliorer l'adsorption structurale
- Dosage total de tensioactif contrôlé dans 1% du volume de liquide
Protocole d'injection :
- Déclencher l'égouttement lorsque la fraction volumique de CO₂ dépasse 50%
- Utiliser une pompe péristaltique à 3 à 5 mL/min pour prévenir les pics de concentration localisés
Conditions de mélange :
- Temps de mélange prolongé : 10 minutes
- Mode de faible cisaillement : ≤ 80 tr/min
- Conception d'hélice à pales repliées multicouches pour un mélange efficace sous faible charge de cisaillement
Mécanisme d'action
Les molécules OP-10 possèdent une structure hydrophile-hydrophobe qui s'adsorbe sur les surfaces cristallines de CaCO₃, formant une couche d'encombrement stérique qui empêche toute agrégation supplémentaire.
Le processus de modification repose sur adsorption physique et répulsion électrostatique L’objectif est d’obtenir un contrôle interfacial sans recourir à des réactions chimiques importantes. Ceci garantit une bonne compatibilité des procédés et des matières premières.
UN étape de lavage à l'eau adoucie est appliqué en phase de post-traitement pour éliminer les résidus non absorbés, évitant ainsi tout impact sur les performances du produit.
4. Résultats : Amélioration de la distribution granulométrique et de la dispersion
4.1 Modifications de la taille et de la distribution des particules
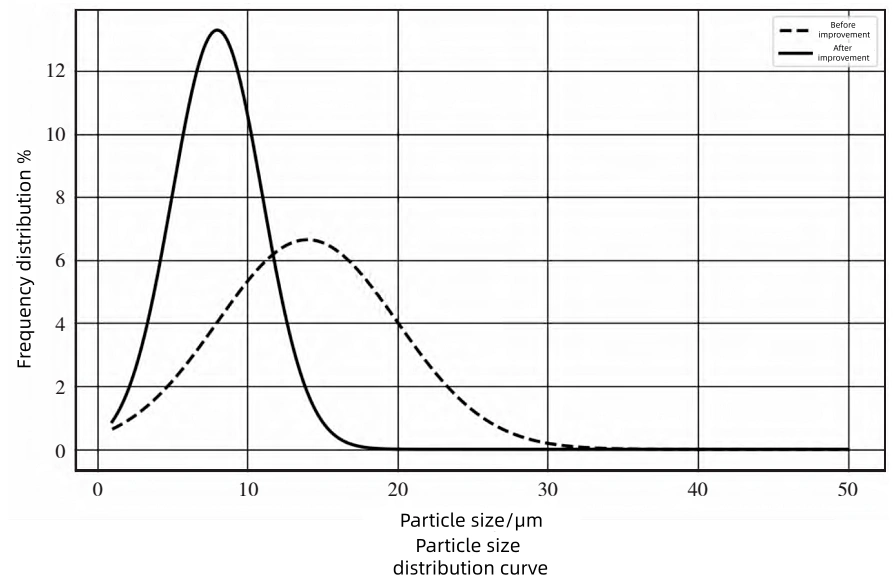
Après la mise en œuvre du procédé amélioré, la distribution granulométrique du produit a montré une optimisation significative. Des tests ont été réalisés à l'aide d'un analyseur de taille de particules laser sur des échantillons provenant de lots de production stables en fonctionnement continu.
Indicateurs clés :
- D50 (diamètre médian) : taille des particules à laquelle 50% de la distribution cumulative est atteint
- D90: taille des particules à laquelle 90% de la distribution cumulative est atteint
| Métrique | Avant l'amélioration | Après amélioration | Changement |
|---|---|---|---|
| D50 | 4,72 μm | 4,02 μm | ↓ 14.8% |
| D90 | 8,97 μm | 6,20 μm | ↓ 30,9% |
| Écart type | 1,73 μm | 1,08 μm | ↓ 37,6% |
Source : Données d'essais issues de cycles de production en continu, telles que rapportées dans la littérature industrielle.
La courbe de distribution est passée d'un profil large et plat avec une queue importante à un structure concentrée à pic unique avec un maximum net, indiquant que les étapes de nucléation et de croissance des particules sont devenues plus uniformes.
Principaux enseignements :
- La dispersion ultrasonique a amélioré l'uniformité microscopique des noyaux primaires, limitant ainsi la formation de grosses particules.
- L'adsorption du tensioactif a empêché les tendances à l'agrégation secondaire.
- La structure granulométrique obtenue est plus stable et mieux adaptée aux procédés métallurgiques et autres procédés en aval.
La réduction de l'écart type de 1,73 μm à 1,08 μm—a diminution d'environ 38% — reflète une stabilité accrue dans le contrôle de la taille des particules, offrant une meilleure base particulaire pour les étapes de traitement ultérieures.
4.2 Amélioration de l'agglomération
Dans la production traditionnelle de PCC, une dispersion de nucléation insuffisante et une adsorption interfaciale incontrôlée pendant la croissance cristalline entraînent une agglomération des particules, ce qui se traduit par une mauvaise dispersion, une faible surface spécifique et des performances en aval compromises.
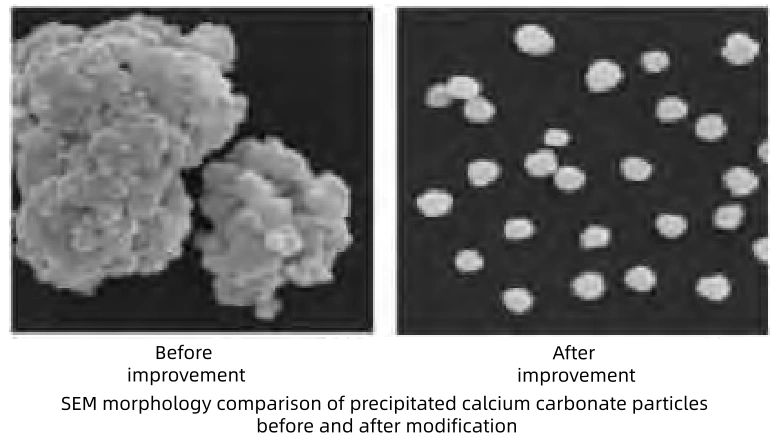
Observation au MEB (microscopie électronique à balayage) :
- Avant l'amélioration : Les particules présentaient des liaisons fortes, des surfaces rugueuses, de grandes masses agglomérées et des structures en amas irrégulières dans des zones localisées.
- Après amélioration : Les particules présentaient des contours nets, des limites distinctes, des dimensions régulières pour chaque particule et une morphologie bien dispersée.
Test de vitesse de sédimentation (comportement de stabilisation statique) :
| Paramètre | Avant l'amélioration | Après amélioration |
|---|---|---|
| Vitesse de sédimentation | 0,56 cm/min | 0,22 cm/min |
| Surface spécifique | 4,2 m²/g | 6,8 m²/g |
Source : Mesures du taux de sédimentation et de la surface spécifique BET à partir d'échantillons de production.
Le Réduction de 60,7% Une augmentation du taux de sédimentation indique une stabilité nettement accrue des particules dans le milieu. Augmentation de 62% une surface spécifique plus élevée (de 4,2 à 6,8 m²/g) démontre une activité de surface plus élevée par unité de masse, confirmant indirectement un degré plus élevé d'individualisation des particules.
5. Avantages économiques et applications industrielles
5.1 Validation industrielle
Une usine de production de PCC a intégré les technologies de dispersion ultrasonique et de modification de surface à sa section de carbonatation existante. trois cycles de production consécutifs, toute la chaîne de production a connu aucune fluctuation structurelleet la plage de variation des principaux indicateurs de qualité s'est considérablement réduite, démontrant ainsi l'aptitude au déploiement à l'échelle du lot.
Les produits finis en poudre exposés Taille des particules uniforme et bonne dispersibilité sur différents lots, répondant aux normes de l'industrie métallurgique en matière de contrôle de la taille des particules et de morphologie des particules.
| Indicateur économique | Avant l'amélioration | Après amélioration |
| Indicateur économique Avant l'amélioration Après amélioration Coût de fabrication du produit / (RMB/t) | 486 | 438 |
| Consommation énergétique unitaire / (kWh/t) | 123 | 108 |
| Nombre moyen de retouches par lot / (fois/mois) | 6 | 2 |
| Bénéfice net mensuel / (10 000 RMB) | 21.4 | 29.9 |
5.2 Commentaires des utilisateurs
Les utilisateurs finaux ont indiqué que le nouveau produit a démontré :
- Résistance au transport réduite lors des procédés d'injection de fusion
- Amélioration de la constance d'un lot à l'autre en composition
Ces améliorations de la qualité ont directement contribué à une meilleure performance du processus.
5.3 Économies de coûts
Avec une distribution granulométrique améliorée et une agglomération réduite :
- lots de retouche a diminué de manière significative
- Erreurs de dépistage ont été réduits
- Le fonctionnement de la chaîne de production est devenu plus continu et stable
- L'amélioration de la fluidité de la poudre a été constatée. remplissage d'emballage efficacité
- Répartition plus uniforme des forces matérielles réduction des bris de sacs de la concentration des contraintes, réduction des pertes de matériaux d'emballage
| Indicateur de coût | Avant l'amélioration | Après amélioration | Économies |
|---|---|---|---|
| coût de production par tonne | 486 RMB/t | 438 RMB/t | 48 RMB/t (↓ 9,9%) |
Source : Données relatives aux coûts de production issues de la comptabilité interne de l’établissement. Remarque : Ces chiffres sont spécifiques au site et peuvent varier en fonction du coût des matières premières, du prix de l’énergie et des conditions d’exploitation locales.
Les deux consommation d'énergie unitaire et déchets matériels ont été considérablement optimisées.
6. Conclusion
La combinaison de technologie de dispersion ultrasonique et modification des tensioactifs offre aux fabricants de PCC une approche pratique et éprouvée pour :
- Affiner la distribution granulométrique (D90 réduit de 8,97 μm à 6,20 μm)
- Réduire l'agglomération (taux de sédimentation diminué de 60,7%)
- Augmenter la surface spécifique (de 4,2 à 6,8 m²/g)
- coûts de production réduits (économie d'environ 48 RMB par tonne)
Ces améliorations se traduisent directement par de meilleures performances des produits, une satisfaction client accrue et une rentabilité opérationnelle améliorée.
Pour les fabricants de PCC qui cherchent à mettre en œuvre ces techniques avancées de contrôle de la taille des particules, Machines à poudre EPIC EPIC propose des systèmes de broyage, de classification et de modification de surface personnalisés, conçus pour répondre à des exigences de production spécifiques. Forte de plus de 20 ans d'expérience dans l'industrie des poudres ultrafines et présente dans 160 pays, EPIC fournit des solutions complètes pour la transformation du carbonate de calcium à haute valeur ajoutée.
Contact Nos experts vous expliqueront comment nous pouvons vous aider à optimiser votre processus de production de PCC.

Note concernant la source des données : Les données techniques, les résultats d'essais et les indicateurs de production présentés dans cet article proviennent de la documentation industrielle publiée par « Powder Technology Network ». Les données numériques spécifiques, notamment le D50, le D90, l'écart type, la vitesse de sédimentation, la surface spécifique et les coûts de production, sont issues de l'étude de cas d'une installation de production de PCC présentée dans l'article source. Les données relatives aux coûts de production (486 RMB/t et 438 RMB/t) sont spécifiques à l'installation étudiée et peuvent varier en fonction du coût des matières premières, du prix de l'énergie et des conditions d'exploitation locales.
Poudre épique
Poudre épiqueForts de plus de 20 ans d'expérience dans l'industrie des poudres ultrafines, nous contribuons activement à son développement futur, en nous concentrant sur les procédés de concassage, de broyage, de classification et de modification. Contactez-nous pour une consultation gratuite et des solutions personnalisées ! Notre équipe d'experts s'engage à vous fournir des produits et services de haute qualité afin d'optimiser la valeur de votre transformation des poudres.

Merci de votre lecture. J'espère que cet article vous sera utile. N'hésitez pas à laisser un commentaire ci-dessous. Vous pouvez également contacter le service client en ligne d'EPIC Powder. Zelda pour toute autre question.
— Jason Wang, Ingénieur